






铸造厂除尘器控制系统的组成和设计原则
对于铸造厂除尘器来说,滤袋是其主要核心部件之一,滤袋的使用温度范围有相应的限制。烟气温度过高易造成滤袋的寿命缩短甚至烧损。锅炉在运行过程中不确定因素很多,异常工祝都会造成空预器出入口烟气温度的升高。
为保护铸造厂除尘器滤袋免遭高温破坏,特设置了喷水降温系统。该系统主要由控制系统和温度测量装置、压缩空气管路、除盐水管路及其相应阀门、喷嘴等构成。控制模式有手动和自动两种。手动模式一般用于正常运行时定期试验各阀门的开关,确定随时可用,一般情祝下投入自动模式。
当铸造厂除尘器入口烟气温度超过设定值,控制系统先启动气路电磁阀,再启动水路电磁阀,压缩空气和除盐水在喷嘴内混合雾化后进入烟道,水雾蒸发达到降低烟气温度的效果。烟气温度下降到规定值,依次关闭除盐水和压缩空气。
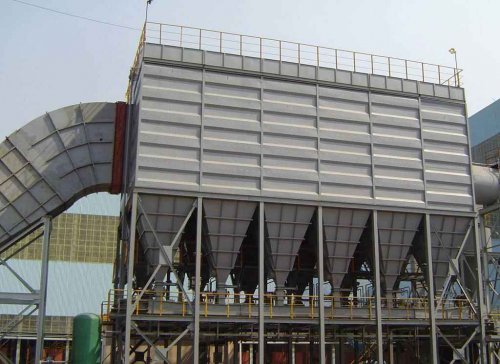
对于铸造厂除尘器的控制系统来说,其主要是由以下几个部分组成,即分别为脉冲控制仪、电脑控制柜、热电阻温度计、静压测点、料位指示器以及测量元件等部分,这些部件的构成在确定程度上确定了铸造厂除尘器的性和性。在实际应用铸造厂除尘器时,其可以通过控制系统和保护系统来分配含尘气体,从而可在确定程度上避免含尘气体冲刷滤袋,提升整个除尘装置的速率和滤袋的使用寿命。
铸造厂除尘器的风机采用离心通风机、风量大、风压高,风机特性曲线硬,并采用消声措施,使用时噪音低,和单机气箱式脉冲铸造厂除尘器类似。滤器部件采用针刺毡为滤料的扁布袋过滤器,每个布袋内均装有弹簧钢丝网,过滤效果不错,替换滤袋方便,使用寿命不错,过滤器部件的清灰机构,是采用电动机带动偏心轮,连杆使布袋抖动而_粘在滤袋外表的粉尘,其控制装置分自控和手控两种,自控即在风机连续工作时,清灰机构定时振打清灰,手控即在风停止后清灰机构自动工作,数十秒后自动停止,也可根据需要随时启动清灰电机振打清灰。
铸造厂除尘器适用于捕集细小、干燥、非纤维性粉尘。滤袋采用纺织的滤布或非纺织的毡制成,利用纤维织物的过滤作用对含尘气体进行过滤,当含尘气体进入单机气箱式脉冲铸造厂除尘器后,颗粒大、比重大的粉尘,由于重力的作用沉降下来,落入灰斗,含有较细小粉尘的气体在通过滤料时,粉尘被阻留,使气体有了净化。
铸造厂除尘器的原则:
1、遵照规定的相关排放标准、室内卫生标准和实际可能,来确定所要求的除尘速率和排放浓度。
2、根据电气控制和生产的要求,确定所有内部构件之间的距离,并使其距离保持符合气体流动规律的要求。
3、根据粉尘的特点(粉尘含量、粒度、黏度等)确定烟气在除尘设备内的流速、所需的过滤面积,滤料和除尘设备清灰方式。
4、设备的结构、主要部件考虑到、运输和现场施工的可能性,铸造厂除尘器要有解体方案,对主要部件明确提出主要技术要求和施工安装程序,施工安装质量。
5、在达到工艺生产使用的条件下,所需单位烟气量的设备投资应尽量少,运行费用不高,节约能源,辅助设备及数得上配置应除尘器主体设备运行,配置正确,维护方便。
6、根据烟气的特性(温度、湿度、露点、压力等)确定设备的结构形式、材料选择,以及输排灰等主要措施。
铸造厂除尘器经常检查关风机减速电机的油箱的润滑脂并及时补足。铸造厂除尘器每年检查1~2次脉冲阀中的大片膜,发现破损、老化的应及时替换。铸造厂除尘器每工作1000小时需要向风泵轴承加一次LC-250型高滴点合成润滑脂,每年替换一次润滑脂。设备在使用过程中每半个月对气泵滤清器进行一次清扫,以确定气路通畅。
铸造厂除尘器的工作原理是利用引风机进行风量输送使含尘气体由除尘器入口进入箱体,通过气体分流使含尘气体经过滤袋过滤,粉尘被留在滤袋内表面,净化气体通过滤袋进入引风机后由排气管道排出,除尘器在工作一段时间后,过滤袋上的粉尘逐渐增多致使除尘滤袋阻力增加,需要进行清灰,清灰完毕后,除尘器又正常进行工作。
铸造厂除尘器要每周打开检查门,检查各除尘布袋是否正常,表面积粉是否过多现象,并查找原因,排除故障。发现故障应及时停机,查找原因,修后再用。设备应保持脉冲控制器表面清洁。

